Pourquoi l'imprégnation ?
 La majorité des pièces de fonderie ne sont étanches ni aux gaz ni aux liquides.
La majorité des pièces de fonderie ne sont étanches ni aux gaz ni aux liquides.
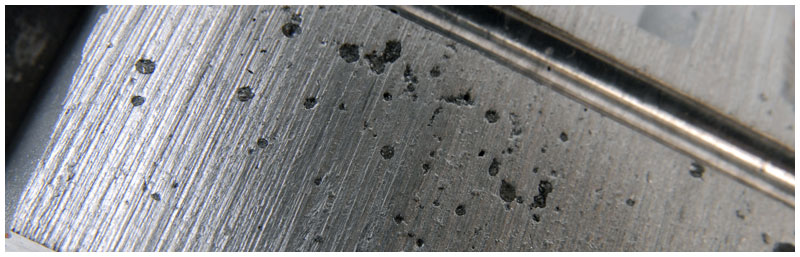
L'origine de ces défauts se situe dans le mode de coulée des métaux. C'est à ce stade que se forment criques, retassures, porosités, etc.
Ces anomalies de fabrication sont rarement détectables à l’œil nu. L’imprégnation est le seul procédé permettant de résoudre définitivement les problèmes d’étanchéité de ces pièces.
Des pièces de plus en plus complexes, des exigences qualité élevées et des contraintes de coûts ont imposé l’imprégnation comme une réponse incontournable aux problèmes de fonderie.
L’imprégnation permet d’obtenir une étanchéité pouvant aller jusqu’ à 10-6 bars à l’hélium et de résister à de très fortes pressions (800 bars). Dans de nombreux cas, l’imprégnation est inscrite en gamme.